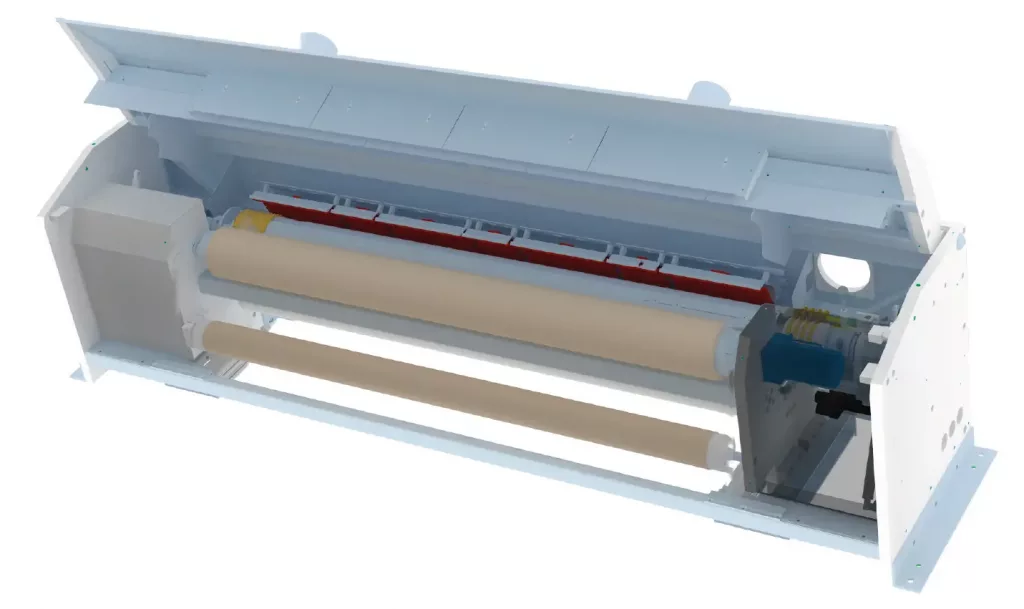
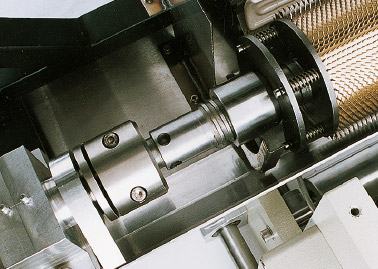
Deckel mit Abzugshaube und Absaugüberwachung
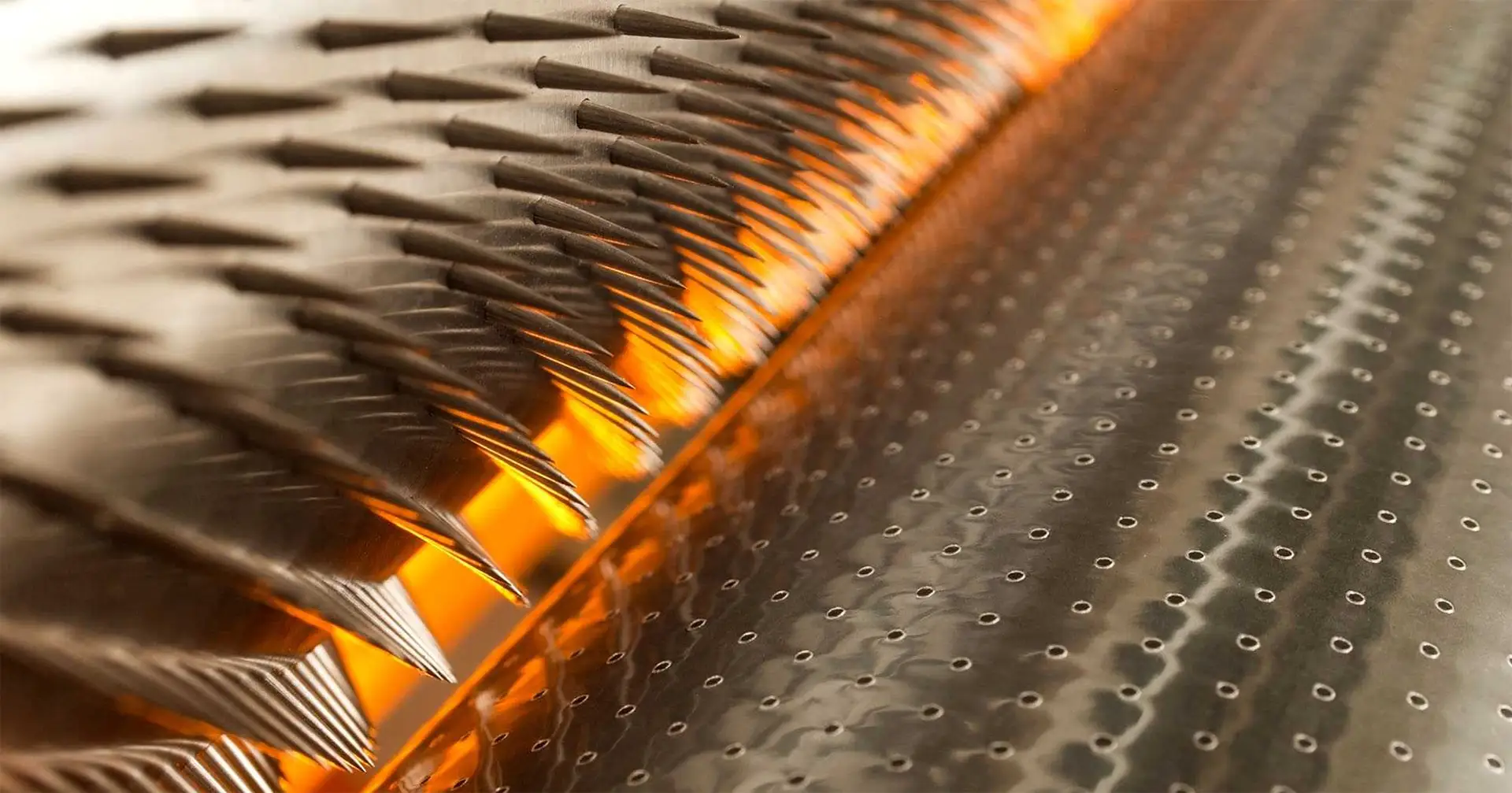
Perforierwalze
Spiralbürstenwalze,
beweglich durch Pneumatikzylinder Hub = 100 mm
Aussenheizung mittels Infrarotstrahler
Antrieb
Nadelwalze mit Zahnriemenzug
Exzenterantrieb für Intermittierung (nur PM6)
Nadelsegmente
Umlenkwalze
Nadelwalzeninnenheizung



Hygiene und Medizin
Hygiene und Medizin sind große Anwendungsgebiete für Perforation: Perforierte Pflaster lassen Luft an die zu schützenden Stellen dringen und schützen trotzdem vor verunreinigenden Substanzen. Der Heilungsprozess geht schneller voran. Bei Pflastern von der Rolle dient die Perforation gleichzeitig zum leichteren Abreißen. Eine besondere Art der Perforation ermöglicht einen sogenannten „Einbahnstraßeneffekt“ von Flüssigkeiten. Das heißt, dass Flüssigkeiten am Ort ihres Entstehens abtransportiert und in Speichermedien gesammelt werden können. Dieser Effekt ist mit Nadeln allerdings nur bedingt erreichbar. Die Perforation von non-woven Materialien für Hygieneanwendungen erfordert relativ große Löcher und hohe Bahngeschwindigkeiten. Ein von AFS speziell dafür entwickeltes Verfahren erfüllt diese Anforderungen in besonderem Maße.

Befüllung mit Schüttügtern
Werden pulverförmige Materialien verpackt, muss die Luft schnell aus dem Sack entweichen können. Dazu dient die Perforation. Gleichzeitig muss die Lochgröße exakt an das Füllgut angepasst sein. Wenn Schüttgut oder pulverförmige Waren in Plastik- oder Papierbehältnisse abgefüllt werden soll, bewirkt Perforation, dass die verdrängte Luft schneller entweichen kann. Die maximale Abfüllgeschwindigkeit steigt. Beispiel: Zement, Erde, Milchpulver etc.

Perforation von Kaffeefiltern
Die Perforation erhöht den Flüssigkeitsdurchsatz und steuert ihn gezielt. Lochdichte und -durchmesser steuern die Brühzeit. So entsteht unterschiedlich starker Kaffee oder Tee.

In der Bau- und Landwirtschaft
Perforierte Folien haben sich bestens bewährt, um Feuchtigkeit abzuhalten und trotzdem Luftzirkulation zu gewährleisten. Diese Anwendung dient vor allem in der Altbausanierung als Schutzschicht zwischen Wärmedämmung und Innenausbau. Beispiel: Dachunterspannfolie.
Verpackung von Lebensmitteln
Bei der Verpackung von frischen Produkten wie z.B. Backwaren, Gemüse und Blumen wird gerne perforierte Kunststofffolie verwendet. Durch die Perforation der Folie kann die Feuchtigkeit des Produktes aus der Verpackung austreten, was ein Beschlagen der Folie verhindert ohne den Frischhalteeffekt zu beeinträchtigen. Blumen und Gemüse bleiben frisch, Backwaren knusprig.